In the world of metal fabrication, surface treatments play a crucial role in enhancing the properties and performance of various components. Among the many options available, Alodine finishing has emerged as a popular choice for its unique benefits and versatility. In this article, we'll dive into the fundamentals of Alodine coating, its importance in different industries, and how it differs from other surface treatments.
Understanding the Alodine Process
The Alodine Coating Process Explained
Alodine is a chromate conversion coating that protects metals, especially aluminum and its alloys, from corrosion. The process involves a chemical reaction between the metal surface and the Alodine solution, resulting in the formation of a thin, protective layer.

The chemical composition of Alodine coatings typically includes chromium compounds, such as chromic acid, sodium dichromate, or potassium dichromate. These compounds react with the aluminum surface to create a complex metal-chrome oxide layer that provides excellent corrosion resistance and improved paint adhesion.
Applying an Alodine finish involves a simple, yet precise, step-by-step process:
1. Cleaning: The metal surface is thoroughly cleaned to remove any dirt, oil, or contaminants.
2. Rinsing: The part is rinsed with water to ensure all cleaning agents are removed.
3. Deoxidizing: If necessary, the metal surface is treated with a deoxidizing agent to remove any oxides.
4. Alodine Application: The part is immersed in the Alodine solution for a specified time, typically a few minutes.
5. Final Rinse: The coated part is rinsed with water to remove any excess Alodine solution.
6. Drying: The part is dried using air or heat, depending on the specific requirements.
Throughout the process, it's crucial to maintain proper control over the Alodine solution's concentration, pH, and temperature to ensure consistent and high-quality results. The entire process is relatively quick, with most parts requiring only 5 to 30 minutes to complete, depending on their size and the desired coating thickness.
The resulting Alodine coating is incredibly thin, measuring just 0.00001 to 0.00004 inches (0.25-1 μm) in thickness. Despite its thinness, the coating provides exceptional corrosion protection and enhances the adhesion of paints and other finishes applied over it.
Classes of Chromate Conversion Coating
Alodine coatings come in different classes, each with unique properties. The two most common are Class 1A and Class 3.

Class 1A coatings are thicker and darker. This gives them superior corrosion resistance, especially for unpainted parts. They also improve paint adhesion on aluminum surfaces.
Class 3 coatings are thinner and lighter. They provide corrosion protection while minimally affecting electrical conductivity.
The thickness of the coating impacts conductivity. Thicker Class 1A coatings slightly increase electrical resistance. Thinner Class 3 coatings minimize this effect.
Here's a quick comparison:
Feature | Class 1A | Class 3 |
Thickness | Thicker | Thinner |
Corrosion Resistance | Superior | Good |
Electrical Conductivity | Slightly reduced | Minimally affected |
Typical Uses | Unpainted parts, paint adhesion | Electrical components |
Choosing the right class depends on your needs. Class 1A offers maximum corrosion resistance. Class 3 balances protection with electrical performance.
Understanding the strengths of each class helps you select the best Alodine coating for your application.
Applications and Design Considerations
Applications of Alodine Finish
Alodine coatings are used across a wide range of industries. From aerospace to electronics, these versatile finishes provide critical protection and performance benefits.
One of the most common applications is in the aerospace CNC machining parts. Aircraft parts, such as landing gear, wing components, and fuselage sections, often rely on Alodine for corrosion resistance. The harsh conditions of flight demand tough, durable coatings.

Case Study: The Boeing 787 Dreamliner uses Alodine on its wing and tail structures. The coating helps protect these critical components from corrosion, ensuring the aircraft's safety and longevity.
Another key industry is electronics. Alodine is often used on electronic housings, connectors, and heat sinks. The coating provides corrosion resistance while maintaining electrical conductivity.
Did You Know? Alodine is even used in the medical industry. It can be found on surgical instruments and implantable devices.
Other common applications include:
● Automotive parts
● Marine components
● Military equipment
● Architectural elements
No matter the industry, Alodine provides a reliable way to protect and enhance aluminum parts.
Design Considerations for Alodine Finish
When designing parts for Alodine finishing, there are several key factors to consider. These can impact the quality and effectiveness of the coating.
First and foremost is surface preparation. The aluminum surface must be clean and free of contaminants before coating. Any dirt, oil, or oxides can prevent proper adhesion. Thorough cleaning is essential.
Another important factor is coating thickness. As we've discussed, the thickness of the Alodine coating can affect properties like corrosion resistance and electrical conductivity. Designers must choose the appropriate class of coating for their needs.
Pro Tip: For critical applications, it's often best to work with an experienced Alodine applicator. They can help ensure the right coating thickness and uniformity.
Speaking of uniformity, achieving a consistent coating thickness is crucial. Uneven coating can lead to weak spots or variations in performance. Proper application techniques and quality control measures are essential.
Here are some tips for achieving the best results with Alodine:
● Ensure parts are thoroughly cleaned before coating
● Choose the appropriate class of coating for your needs
● Work with experienced applicators for critical parts
● Use proper application techniques for uniform coverage
● Implement quality control measures to verify coating consistency
Design Consideration | Importance |
Surface Preparation | Critical for proper adhesion |
Coating Thickness | Affects corrosion resistance and conductivity |
Uniformity | Ensures consistent performance |
Quality Control | Verifies coating meets specifications |
By keeping these design considerations in mind, you can ensure your Alodine-coated parts perform their best. Whether it's an aircraft component or an electronic device, proper design and application are key to success.
Fun Fact: The Alodine process was first developed in the 1940s for military applications. Today, it's used across countless industries worldwide.
Advantages and Challenges of Alodine Finish
Benefits of Alodine Coatings
Alodine coatings offer a range of benefits that make them a popular choice for protecting aluminum parts. Perhaps the most significant advantage is their excellent corrosion resistance.
Alodine forms a thin, dense layer on the aluminum surface. This layer seals the metal, preventing moisture and corrosive elements from penetrating. The result is a part that can withstand harsh environments without rusting or degrading.
Fun Fact: Alodine-coated parts can survive thousands of hours in salt spray tests, a common measure of corrosion resistance.
Another key benefit is improved paint adhesion. Alodine provides an ideal surface for paint to bond to. This enhances the durability and longevity of painted parts.
Alodine also offers increased electrical and thermal conductivity. The thin, conductive coating allows for efficient transfer of electricity and heat. This is particularly valuable for electronic components and heat-sensitive parts.
Did You Know? Alodine's conductivity makes it a popular choice for grounding and EMI shielding applications.
Finally, Alodine offers environmental and safety advantages over other coatings. The hex-free Type 2 coatings, in particular, provide corrosion protection without the health risks associated with hexavalent chromium.
Characteristics of Alodine Finish
One of the most remarkable characteristics of Alodine is its thin film thickness. Typical coatings are just 0.00001 to 0.00004 inches thick. Despite this thinness, Alodine provides robust protection against corrosion and wear.
Another notable feature is the low application temperature. Alodine can be applied at room temperature, without the need for high heat. This simplifies the coating process and reduces energy costs.
Alodine's conductivity is another key characteristic. The coating allows for efficient transfer of electricity and heat, making it ideal for electronic and thermal applications.
Case Study: A major aerospace manufacturer switched to Alodine for its aircraft components. The thin, conductive coating provided excellent corrosion resistance without adding significant weight or thickness to the parts.
Alodine is also known for its cost-effectiveness. The simple, room-temperature application process helps keep costs down. And the long-lasting protection provided by Alodine can reduce maintenance and replacement expenses over time.
Pro Tip: While Alodine is highly durable, it's not indestructible. Proper care and maintenance can help extend the life of Alodine-coated parts.
Challenges and Limitations
Despite its many benefits, Alodine finishing does come with some challenges and limitations. One of the biggest concerns is the handling of toxic materials.
Type 1 Alodine coatings contain hexavalent chromium, a known carcinogen. Working with these coatings requires strict safety measures to protect workers and the environment. Proper ventilation, protective gear, and waste disposal procedures are essential.

Did You Know? Many countries have regulations restricting the use of hexavalent chromium. This has led to a shift towards safer, hex-free Type 2 coatings.
Another potential limitation is the thin coating thickness. While Alodine provides excellent corrosion resistance, it may not be sufficient for parts subject to heavy wear or abrasion. In these cases, thicker coatings like anodizing may be necessary.
Finally, achieving uniform coating thickness can be challenging, particularly on complex parts. Uneven coating can lead to variations in corrosion resistance and conductivity. Proper application techniques and quality control measures are critical for ensuring consistent results.
Here are some strategies for mitigating these challenges:
● Use hex-free Type 2 coatings whenever possible
● Implement strict safety protocols for handling Type 1 coatings
● Consider alternative coatings for heavily abraded parts
● Work with experienced applicators to ensure uniform coverage
● Implement quality control measures to verify coating consistency
Types of Alodine Coatings
MIL-DTL-5541 Type 1 Coatings: Characteristics and Applications
When it comes to Alodine coatings, MIL-DTL-5541 Type 1 is one of the most well-known. Also called "hex chrome" coatings, these contain hexavalent chromium for superior corrosion protection.
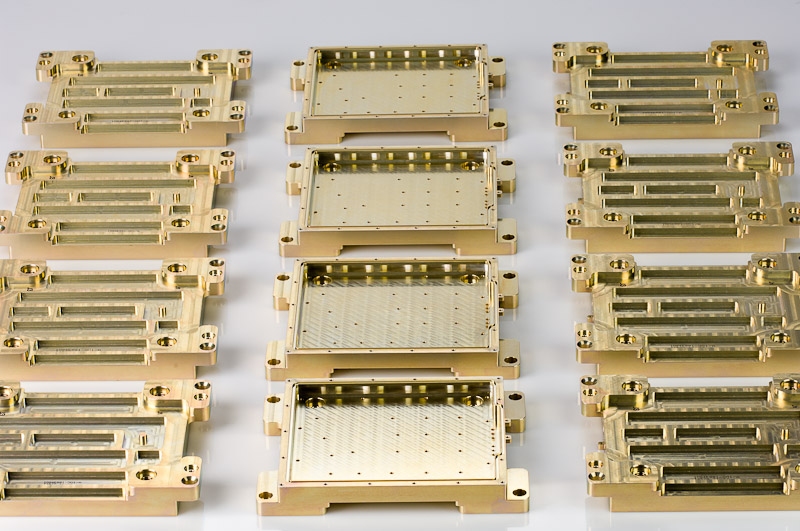
Type 1 coatings are known for their distinctive golden, brown, or clear appearance. They provide excellent corrosion resistance and paint adhesion, making them a popular choice for aerospace and defense applications.

Did You Know? Type 1 coatings are often used on aircraft landing gear, where corrosion protection is critical.
However, hexavalent chromium is a known carcinogen. As a result, Type 1 coatings are subject to strict safety and environmental regulations. Proper handling, ventilation, and waste disposal are essential.
Other relevant standards for Type 1 coatings include:
● AMS-C-5541: Aerospace Material Specification for Type 1 coatings
● MIL-C-81706: Military specification for chemical conversion coatings
● ASTM B449: Standard specification for chromate coatings on aluminum
These standards provide detailed requirements for the application and performance of Type 1 coatings.
MIL-DTL-5541 Type 2 Coatings: The Eco-Friendly Alternative
In recent years, there has been a shift towards MIL-DTL-5541 Type 2 coatings. Also known as "hex-free" coatings, these use trivalent chromium instead of hexavalent chromium.
Type 2 coatings provide similar corrosion protection to Type 1, but without the same health and environmental risks. They are generally safer to apply and dispose of, making them an increasingly popular choice.
Fun Fact: The European Union's REACH regulations have driven the adoption of hex-free Type 2 coatings.
When selecting between Type 1 and Type 2 coatings, there are several factors to consider:
● Environmental and safety regulations
● Required level of corrosion protection
● Desired appearance (Type 2 coatings are often clear or colorless)
● Application process and costs
In general, Type 2 coatings are recommended for most applications. They provide excellent corrosion resistance while minimizing health and environmental risks. However, some aerospace and defense specifications may still require Type 1 coatings.
Case Study: A major aircraft manufacturer switched from Type 1 to Type 2 coatings for its new fleet. The hex-free coatings provided equivalent corrosion protection while improving worker safety and reducing environmental impact.
Choosing the Right Type of Alodine Coating for Your Project
With several types of Alodine coatings available, selecting the right one for your project can be challenging. Here are some key factors to consider:
● Material specifications: What level of corrosion resistance, paint adhesion, or conductivity is required?
● Industry standards: Are there specific standards or specifications that must be met (e.g., AMS-C-5541 for aerospace)?
● Environmental regulations: Are there restrictions on the use of hexavalent chromium in your area?
● Application process: What are the available facilities and equipment for applying the coating?
● Cost: What are the costs associated with each type of coating, including application and disposal?
By carefully evaluating these factors, you can choose the Alodine coating that best meets your project's requirements.
Pro Tip: When in doubt, consult with an experienced Alodine applicator. They can provide guidance on selecting the right coating for your specific needs.
Here's a quick summary of the key differences between Type 1 and Type 2 coatings:
Factor | Type 1 (Hex Chrome) | Type 2 (Hex-Free) |
Chromium Type | Hexavalent | Trivalent |
Corrosion Resistance | Excellent | Excellent |
Appearance | Golden, brown, or clear | Often clear or colorless |
Health Risks | Known carcinogen | Lower risk |
Environmental Impact | Higher | Lower |
Typical Applications | Aerospace, defense | General industrial |
Alodine vs. Anodizing: A Comparative Analysis
The Anodizing Process Uncovered
Anodizing is another popular finish for aluminum parts. Like Alodine, it provides corrosion resistance and enhances surface properties. However, the process and results are quite different.
Anodizing is an electrochemical process that creates a thick, porous oxide layer on the aluminum surface. The part is immersed in an acid electrolyte bath and subjected to an electric current. This causes the aluminum to oxidize, forming a protective layer.
Fun Fact: The word "anodize" comes from "anode," which is the positive electrode in an electrochemical cell.
The anodizing process typically involves several steps:
1.Cleaning: The aluminum part is thoroughly cleaned to remove any contaminants.
2.Etching: The surface is chemically etched to create a uniform texture.
3.Anodizing: The part is immersed in the electrolyte bath and subjected to an electric current.
4.Coloring (optional): Dyes can be added to the porous oxide layer to create color.
5.Sealing: The pores in the oxide layer are sealed to improve corrosion resistance.
The resulting anodized layer is much thicker than an Alodine coating, typically 0.0001 to 0.001 inches. This provides excellent wear and abrasion resistance.
6.2. Comparing Alodine and Anodized Finishes
While both Alodine and anodizing provide corrosion resistance for aluminum, there are some key differences in performance and appearance.
In terms of durability, anodized coatings are generally harder and more wear-resistant than Alodine. The thick, hard oxide layer can withstand significant abrasion and physical damage. Alodine, being much thinner, is more susceptible to wear.
However, Alodine typically provides better corrosion resistance than anodizing. The dense, non-porous chromate layer is an excellent barrier against corrosive elements. Anodized layers, being porous, can allow some penetration of corrosive substances if not properly sealed.
Appearance is another key difference. Anodized parts can be dyed in a wide range of colors, providing greater design flexibility. Alodine coatings are limited to gold, brown, or clear appearances.
Functionally, Alodine is often preferred for electrical applications due to its conductive properties. Anodized coatings are better suited for applications requiring hardness and wear resistance.
Cost is another consideration. Anodizing is generally more expensive than Alodine due to the more complex process and equipment required. However, the longer durability of anodized parts can offset this initial cost.
From a safety and environmental standpoint, Alodine has some advantages. Hex-free Type 2 Alodine coatings are safer and more environmentally friendly than traditional anodizing processes, which often use strong acids and heavy metals.
6.3. Choosing the Right Finish for Your Aluminum Parts
With the differences between Alodine and anodizing in mind, how do you choose the right finish for your aluminum parts? Here are some key factors to consider:
● Corrosion resistance requirements
● Wear and abrasion resistance needs
● Desired appearance and color options
● Electrical conductivity requirements
● Cost and production volume
● Safety and environmental regulations
In general, Alodine is a good choice for parts that require:
● High corrosion resistance
● Electrical conductivity
● Lower cost
● Faster production
Anodizing is often preferred for parts that need:
● High wear and abrasion resistance
● Decorative color options
● Thicker, more durable coating
Pro Tip: In some cases, a combination of Alodine and anodizing can provide the best of both worlds. An Alodine coating can be applied as a base layer for corrosion resistance, followed by anodizing for wear resistance and color.
Here's a summary of the key differences between Alodine and anodizing:
Factor | Alodine | Anodizing |
Coating Thickness | 0.00001 - 0.00004 inches | 0.0001 - 0.001 inches |
Corrosion Resistance | Excellent | Good |
Wear Resistance | Fair | Excellent |
Appearance | Gold, brown, or clear | Wide range of colors |
Electrical Conductivity | Good | Poor |
Cost | Lower | Higher |
Environmental Impact | Lower (Type 2) | Higher |
Ultimately, the choice between Alodine and anodizing depends on the specific requirements of your application. By carefully considering the factors above and consulting with coating experts, you can select the finish that best meets your needs for performance, appearance, and cost.
Maintenance and Safety
Maintaining Alodine Coated Surfaces
Proper maintenance is key to ensuring the long-term performance of Alodine coated surfaces. While Alodine provides excellent corrosion resistance, it's not completely invulnerable. Regular inspection and care can help extend the life of your coated parts.
Inspection Tips:
● Visually inspect coated surfaces for any signs of damage, wear, or corrosion.
● Pay special attention to edges, corners, and areas subject to high wear or abrasion.
● Use a magnifying glass or microscope to check for tiny cracks or pinholes in the coating.
If you spot any damage, it's important to address it promptly. Small scratches or worn areas can be touched up with Alodine touch-up pens or brushes. Larger areas may require stripping and recoating.
Cleaning Guidelines:
● Use mild, pH-neutral cleaners and soft cloths or brushes.
● Avoid abrasive cleaners or pads that can scratch the coating.
● Rinse thoroughly with clean water and dry completely.
● Don't use solvents or harsh chemicals that can degrade the Alodine coating.
Fun Fact: Alodine coatings are self-healing to a degree. If scratched, the chromate layer can slowly migrate and reseal the damaged area.
Regular cleaning and maintenance can help prevent the buildup of dirt, grime, and corrosive elements on the surface. This can greatly extend the life of the Alodine coating and the underlying aluminum.
Pro Tip: For parts subject to heavy wear or abrasion, consider applying a clear topcoat over the Alodine layer. This can provide an extra layer of protection against physical damage.
Safety Protocols and Handling
When working with Alodine and other chromate conversion coatings, safety should always be a top priority. These coatings can contain hazardous chemicals that require proper handling and disposal.
Safety Measures:
● Always wear appropriate personal protective equipment (PPE) when handling Alodine solutions. This includes gloves, eye protection, and a respirator if spraying.
● Work in a well-ventilated area to avoid inhaling fumes.
● Avoid skin contact with Alodine solutions. If contact occurs, wash thoroughly with soap and water.
● Keep Alodine solutions away from heat, sparks, and open flames.
● Store Alodine solutions in a cool, dry place away from direct sunlight.
Environmental Precautions:
● Alodine solutions can be harmful to aquatic life. Avoid releasing them into drains or waterways.
● Dispose of Alodine waste properly in accordance with local regulations. This may require using a licensed hazardous waste disposal service.
● Don't mix Alodine waste with other chemicals, as this can create hazardous reactions.
Recycling and Disposal:
● Alodine coated parts can often be recycled at the end of their life. Check with your local recycling facility for guidelines.
● If recycling is not an option, dispose of coated parts as hazardous waste.
● Never burn Alodine coated parts, as this can release toxic fumes.
Remember, hexavalent chromium (found in Type 1 coatings) is a known carcinogen. Exposure can cause serious health issues. Always prioritize safety and follow proper handling protocols.
Case Study: A manufacturing facility switched to hex-free Type 2 Alodine coatings to improve worker safety. By eliminating hexavalent chromium from their process, they reduced health risks and simplified their waste disposal procedures.
Here's a quick summary of key safety and handling tips:
● Wear proper PPE
● Work in well-ventilated areas
● Avoid skin contact
● Store solutions properly
● Dispose of waste per regulations
● Recycle when possible
Future of Alodine Finishing

Innovations in Chromate Conversion Coating
The future of Alodine finishing is bright, with ongoing innovations and advancements in chromate conversion coating technology. Researchers and manufacturers are continually developing new formulations and application methods to improve performance, safety, and environmental friendliness.
One exciting area of innovation is in the development of non-chromate conversion coatings. These coatings use alternative chemistries, such as zirconium or titanium compounds, to provide corrosion protection without the use of chromium.
Fun Fact: NASA has developed a non-chromate conversion coating called NASA-426 for use on spacecraft and high-performance aircraft.
Another promising innovation is the use of nanotechnology in conversion coatings. By incorporating nanoparticles into the coating formulation, researchers can enhance properties like corrosion resistance, hardness, and self-healing ability.
Advancements in application methods, such as spray coating and brush plating, are also expanding the versatility and accessibility of Alodine coatings. These methods allow for more precise control over coating thickness and coverage, as well as the ability to coat complex shapes and hard-to-reach areas.
Environmental Impact and Regulations
As environmental awareness grows, there is increasing pressure to reduce the use of hazardous chemicals like hexavalent chromium in industrial processes. Chromate conversion coatings, including Alodine, have come under scrutiny due to their potential environmental and health impacts.
In response, regulatory bodies around the world are implementing stricter regulations on the use and disposal of chromium compounds. For example:
● The European Union's REACH regulation restricts the use of hexavalent chromium in certain applications.
● The U.S. Environmental Protection Agency (EPA) has set strict limits on chromium emissions and waste disposal.
● Many countries require special permits and handling procedures for hexavalent chromium compounds.
These regulatory changes are driving the development and adoption of more eco-friendly alternatives to traditional chromate conversion coatings. Hex-free Type 2 Alodine coatings, which use trivalent chromium instead of hexavalent chromium, have become increasingly popular due to their lower environmental impact and safer handling requirements.
Other eco-friendly alternatives to chromate conversion coatings include:
● Zirconium-based coatings
● Titanium-based coatings
● Sol-gel coatings
● Organic coatings
While these alternatives may not yet match the performance of chromate coatings in all applications, they offer promising options for reducing the environmental impact of corrosion protection.
Looking Ahead:
The future of Alodine finishing will likely be shaped by a combination of technological innovation and environmental stewardship. As researchers develop new, high-performance coatings with lower environmental impact, manufacturers will need to balance performance, cost, and sustainability in their coating choices.
Some key trends to watch include:
● Continued development of non-chromate conversion coatings
● Increased use of nanotechnology and other advanced materials
● Greater emphasis on lifecycle assessment and eco-design principles
● Stricter global regulations on hazardous chemicals
● Growing demand for sustainable and environmentally friendly coatings
By staying at the forefront of these trends and prioritizing innovation and sustainability, the Alodine finishing industry can continue to provide high-quality corrosion protection while minimizing its environmental footprint. The future is bright for those who can adapt and innovate in this exciting field.
Conclusion
In conclusion, Alodine coatings are a vital tool in the modern manufacturer's toolkit. With their impressive corrosion resistance, versatile applications, and ongoing innovations, they're poised to remain a key player in surface protection for years to come.
By understanding the basics of Alodine, considering your specific needs, and partnering with experienced professionals, you can unlock the full potential of these powerful coatings for your next project.
So if you're ready to take your aluminum parts to the next level with Alodine, don't hesitate to reach out to the experts at TEAM MFG. We're here to help you every step of the way, from coating selection to final inspection.
FAQs for Alodine Finish
Q: What is an Alodine finish, and how does it benefit manufacturing processes?
A: Alodine is a chromate conversion coating that protects metals from corrosion and improves paint adhesion.
Q: How do you apply Alodine chromate coating, and what are the different methods?
A: Alodine can be applied by brushing, dip/immersion, or spraying. Immersion is the most common method.
Q: Why is Alodine finishing considered important for CNC machined parts?
A: Alodine provides corrosion protection without significantly altering part dimensions, making it ideal for precise CNC parts.
Q: What are the thickness ranges for chromate conversion coating and its significance?
A: Chromate coatings range from 0.25-1.0 μm (0.00001-0.00004 inches) thick, providing protection with minimal dimensional impact.
Q: What are the main differences between Type I and Type II Alodine finishes?
A: Type I contains hexavalent chromium and is more hazardous. Type II uses trivalent chromium and is safer.
Q: How does Alodine finishing improve electrical conductivity in metal parts?
A: Alodine's thin coating allows it to protect against corrosion without significantly impeding electrical conductivity.
Q: Can Alodine finishing be applied to metals other than aluminum?
A: Yes, Alodine can be used on other metals like copper, magnesium, cadmium, and zinc-plated steel.
Q: What are the environmental considerations with Alodine finishing?
A: Hexavalent chromium in Type I Alodine is a known carcinogen and requires special handling and disposal.
Q: How does the cost of Alodine finishing compare to other surface treatments?
A: Alodine is generally less expensive than other treatments like anodizing due to its simpler application process.

















