The transition from prototype to full-scale production is a critical phase that determines your product's future. This journey impacts everything from market timing to production costs and brand reputation.
Many manufacturers struggle with scaling their production effectively. The challenges can seem overwhelming, but with the right approach, success is achievable.
In this comprehensive guide, we'll explore the complete roadmap from prototype to production. You'll learn proven strategies for scaling manufacturing, managing quality control, and optimizing costs. Our step-by-step approach covers everything from initial testing phases through to full-scale production implementation.
[Over 90% of startups fail to scale their production effectively. Let's make sure you're in the successful 10%.]
Understanding Prototypes and Their Purpose
The journey from prototype to production is complex and multifaceted. Before diving into mass manufacturing, understanding the role of small scale production before product prototype phase is crucial for success.
What is a Prototype?
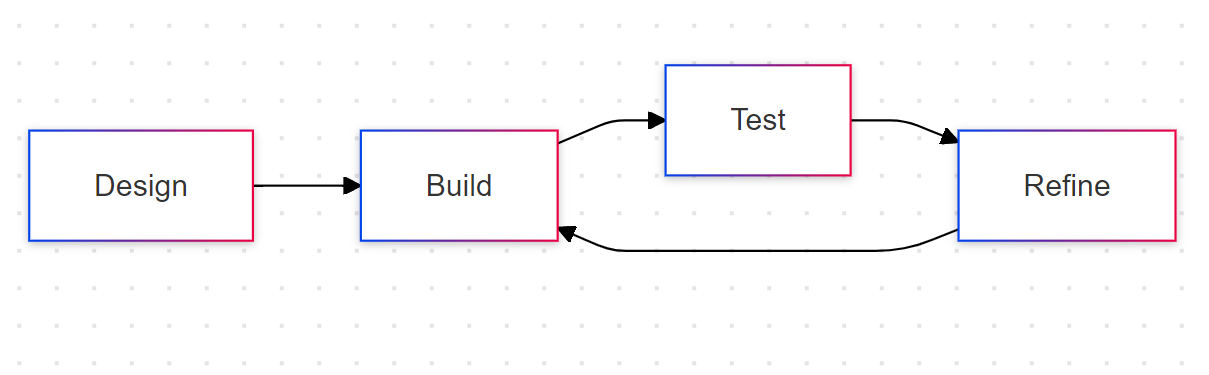
A prototype is a preliminary model built to test and validate a product concept. It enables teams to evaluate design feasibility before committing to mass production.
During the prototype to production journey, manufacturers typically go through several iterations. Small scale production during product prototype phase helps validate manufacturing processes and identify potential issues early.
Prototypes come in three main categories:
Concept Prototypes
Quick, low-fidelity models focusing on basic design concepts and visual representation
Help stakeholders visualize the product's general appearance and basic functionality
Often created using simple materials or 3D printing for rapid iteration
Working Prototypes
Functional models incorporating mechanical and electrical systems as designed
Allow engineers to test core product features and identify potential design flaws
Built using production-grade materials to simulate final product performance
Often involves small scale production before product prototype phase for testing
Final Prototypes
Production-ready models representing the complete product design and functionality
Include all intended features, materials, and manufacturing specifications
Serve as the reference point for mass production setup and quality control
Why Prototyping is Essential Before Production
Successful prototyping delivers crucial benefits for manufacturers:
Risk Management Benefits
Early identification of design flaws prevents costly modifications during production
Technical validation ensures manufacturing feasibility and reduces production delays
Material testing confirms component compatibility and supply chain requirements
Small scale production during product prototype phase reduces scaling risks
Cost Optimization
Detecting and fixing design issues costs significantly less during prototyping
Material and process optimization reduces production expenses
Production line setup becomes more efficient with validated designs
Market Validation
| Testing Phase | Key Benefits | Outcomes |
| User Testing | Direct feedback from target users | Design refinement |
| Performance Testing | Validation of technical specifications | Quality assurance |
| Market Testing | Customer acceptance verification | Product positioning |
Quality Assurance
Comprehensive functionality testing ensures product reliability and performance
Design iterations improve user experience and product durability
Manufacturing process validation optimizes production efficiency
Prototyping creates a solid foundation for successful mass production. It minimizes risks, reduces costs, and ensures product market fit through systematic testing and validation.
Pro tip: Invest time in thorough prototype testing. Every dollar spent during prototyping saves ten during production.

Evaluating Readiness for Mass Manufacturing
Manufacturing readiness assessment determines your product's potential for successful mass production. A thorough evaluation helps prevent costly mistakes and production delays.
Key Evaluation Factors
1. Product Design Analysis
Design optimization must prioritize both functionality and efficient manufacturing processes
Engineering specifications need clear documentation to support consistent production quality
Component standardization reduces manufacturing complexity and improves production efficiency
CAD models require final verification to ensure compatibility with manufacturing equipment
2. Material Considerations
| Aspect | Evaluation Criteria | Impact on Production |
| Availability | Long-term supply stability | Production continuity |
| Cost | Volume pricing | Profit margins |
| Quality | Consistency standards | Product reliability |
| Processing | Manufacturing requirements | Production efficiency |
3. Manufacturing Process Assessment
Advanced production techniques must align with product specifications and volume requirements
Equipment capabilities need validation against production targets and quality standards
Workflow optimization should minimize bottlenecks and maximize operational efficiency
Resource allocation requires careful planning to maintain consistent production output
4. Cost Analysis Framework
Material costs at different production volumes indicate economic feasibility
Labor requirements influence overall production expenses and timeline projections
Equipment investments affect initial setup costs and long-term operational expenses
Overhead calculations determine final product pricing and profit potential
Testing and Validation Requirements
Comprehensive Testing Protocol
Functionality Testing: Performance verification under normal and stress conditions
Durability Assessment: Product lifecycle validation through accelerated wear testing
Safety Verification: Risk analysis and mitigation strategies implementation
Quality Control: Statistical process control implementation for consistent output
Regulatory Compliance
Industry standards compliance ensures market access and product acceptance
Safety certifications protect consumers and minimize liability risks
Environmental regulations guide sustainable manufacturing practices and material selection
Documentation requirements support quality management system implementation
Pro tip: Implement a staged testing approach. Start with critical features and expand to comprehensive validation.
Critical Success Metrics
Production yield rates must meet minimum efficiency thresholds
Quality control metrics should align with industry standards
Cost parameters need to fall within target margins
Timeline projections require realistic production capacity assessment
This evaluation phase builds confidence in your manufacturing readiness. It provides crucial insights for successful scaling decisions.
Strategic Planning for Scale-Up
Effective scale-up planning determines the success of your transition to mass production. Strategic considerations help minimize risks and optimize resource allocation.
Production Capacity Planning
Infrastructure Requirements
Manufacturing facilities must accommodate projected production volumes and future growth potential
Equipment selection needs to balance automation capabilities with operational flexibility
Production line layout should optimize workflow efficiency and minimize material handling
Storage facilities require sufficient capacity for raw materials and finished goods
Workforce Planning
| Resource Type | Planning Considerations | Impact Factors |
| Skilled Labor | Training requirements, shift planning | Quality, output |
| Technical Staff | Equipment maintenance, process control | Efficiency |
| Quality Team | Inspection protocols, compliance monitoring | Standards |
| Management | Supervision, coordination | Operations |
Supply Chain Management
Critical Components
Supplier Selection:
Multiple reliable suppliers ensure consistent material availability and competitive pricing
Quality certification requirements maintain product standards across the supply chain
Geographic distribution reduces logistics risks and delivery uncertainties
Long-term partnerships support stable pricing and priority service arrangements
Inventory Control
Raw material stockpiles must balance production needs against storage costs
Work-in-progress inventory requires efficient monitoring and movement tracking systems
Finished goods storage needs careful planning to meet delivery schedules
Safety stock levels should protect against supply chain disruptions
Quality Control Implementation
Quality System Framework
Implement standardized quality control procedures across all production stages
Establish clear acceptance criteria for materials and finished products
Develop comprehensive testing protocols for continuous quality monitoring
Create documentation systems for tracking and analyzing quality metrics
Process Controls
Statistical process control methods ensure consistent production quality
Regular equipment calibration maintains manufacturing precision standards
Employee training programs support quality objectives implementation
Documentation systems track quality performance and improvement initiatives
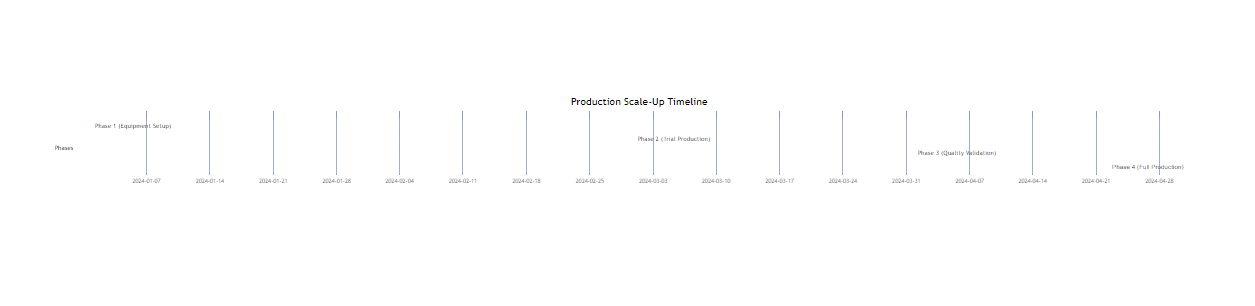
Timeline and Budget Planning
Timeline Development
Budget Considerations
Equipment investments require careful ROI analysis and financing planning
Training programs need adequate funding for workforce skill development
Quality control systems demand appropriate resource allocation for implementation
Operating capital must support initial production runs and inventory buildup
Pro tip: Build contingency buffers into timelines and budgets. Unexpected challenges often arise during scale-up.
Success Metrics
Production targets should align with market demand forecasts
Quality metrics must meet industry standards and customer expectations
Cost parameters need to stay within projected budget limitations
Timeline milestones require regular monitoring and adjustment capabilities
This strategic planning framework supports successful production scaling. It provides structure for managing complex transition challenges.
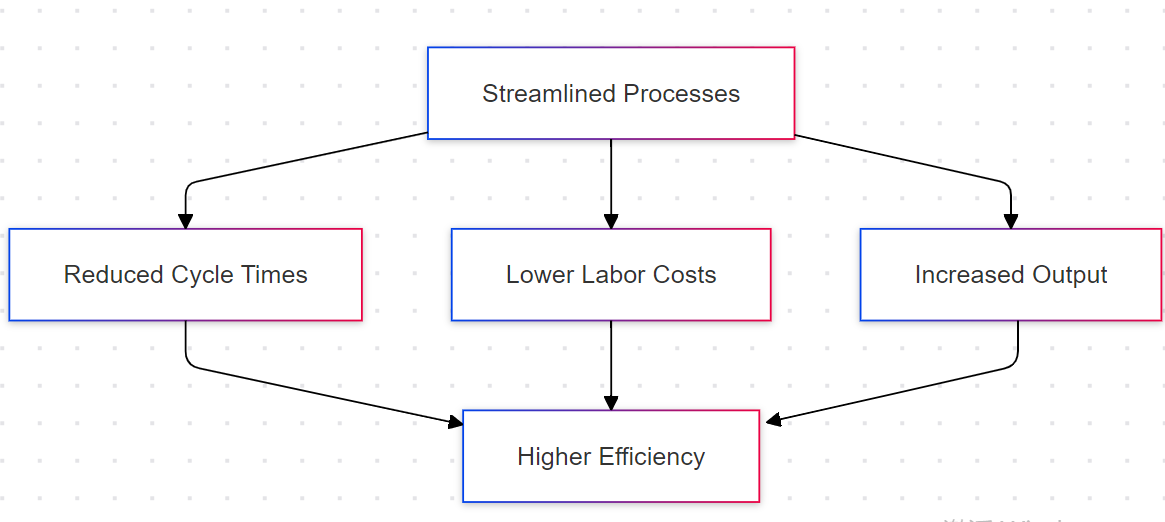
Streamlining Production Processes
Efficient production processes create competitive advantages through improved output and reduced costs. Strategic streamlining transforms manufacturing operations into lean, high-performing systems.
Lean Manufacturing Principles
Waste Elimination Strategies
Excess inventory reduction minimizes storage costs and improves cash flow management
Optimized material movement decreases handling time and reduces workplace congestion
Equipment maintenance scheduling prevents unexpected downtime and production delays
Standardized workflows eliminate unnecessary steps and reduce process variations
Efficiency Improvement Methods
| Area | Optimization Technique | Expected Outcome |
| Workflow | Value stream mapping | Process bottleneck identification |
| Inventory | Just-in-time production | Reduced storage requirements |
| Quality | Six Sigma implementation | Defect reduction |
| Operations | 5S workplace organization | Improved productivity |
Key Implementation Techniques
Value Stream Mapping
Current state analysis identifies inefficiencies in existing production processes
Future state planning establishes optimal workflow configurations
Implementation strategies align resources with improvement objectives
Performance metrics track progress toward efficiency goals
Just-in-Time Production
Material delivery schedules synchronize perfectly with production requirements
Production volumes adjust dynamically based on actual customer demand
Work-in-progress inventory maintains minimal levels across all processes
Supply chain coordination ensures reliable material availability
Benefits of Production Streamlining
1. Productivity Improvements
2. Cost Reduction Impact
Production waste elimination generates significant material cost savings
Labor efficiency improvements reduce operational expenses across manufacturing processes
Equipment utilization optimization maximizes return on capital investments
Inventory management refinements decrease working capital requirements
3. Quality Enhancement Results
Standardized processes ensure consistent product quality across production runs
Error prevention systems reduce defect rates and rework requirements
Quality control integration improves product reliability and customer satisfaction
Continuous improvement culture drives ongoing quality enhancements
Pro tip: Start small with pilot improvements. Success builds momentum for larger changes.
Measurable Outcomes
Production cycle times decrease by 20-30% through process optimization
Material waste reduction typically yields 10-15% cost savings
Quality improvements reduce defect rates to near-zero levels
Employee productivity increases through better workflow organization
Streamlined production creates sustainable competitive advantages. It transforms manufacturing efficiency while improving product quality.
Collaboration with Suppliers and Partners
Strategic partnerships create competitive advantages through shared expertise and resources. Effective collaboration accelerates production scaling and market entry.
Leveraging Supplier Relationships
Expertise Access
Technical specialists provide valuable insights into material properties and processing requirements
Manufacturing experts contribute advanced production techniques and optimization strategies
Quality assurance professionals share industry best practices and compliance guidelines
Research teams offer innovative solutions for product and process improvements
Resource Optimization
| Resource Type | Partner Contribution | Business Impact |
| Technology | Advanced equipment | Production efficiency |
| Knowledge | Industry expertise | Process optimization |
| Network | Supply chain access | Market expansion |
| Infrastructure | Production facilities | Scaling capability |
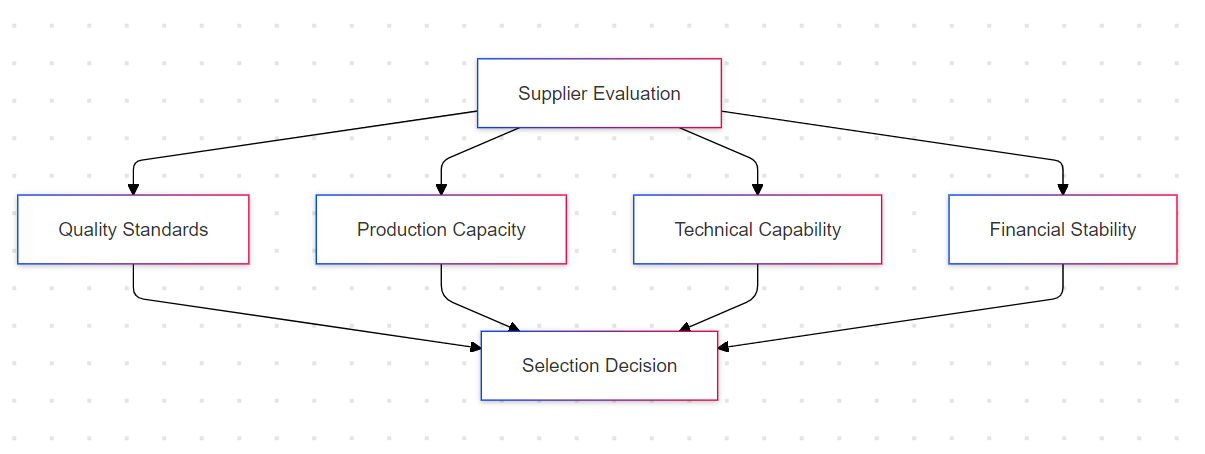
Supplier Selection Process
Due Diligence Framework
Financial Assessment:
Company financial stability indicates long-term partnership potential
Credit history reveals payment reliability and business practices
Investment capabilities support future growth and innovation
Risk management strategies protect supply chain continuity
Evaluation Criteria
Quality Verification
Production facility audits confirm manufacturing capabilities and quality systems
Sample evaluations validate product quality and consistency standards
Process documentation reviews ensure regulatory compliance and traceability
Reference checks provide insights into supplier reliability and service
Collaborative Benefits
Trust Building Elements
Regular communication maintains alignment on project goals and timelines
Transparent information sharing supports effective decision-making processes
Joint problem-solving builds stronger relationships and mutual understanding
Shared success metrics create alignment on performance expectations
Problem Resolution
Cross-functional teams quickly identify and address production challenges
Shared expertise accelerates solution development and implementation
Direct communication channels minimize response times to issues
Combined resources enable rapid deployment of corrective actions
Market Acceleration
Streamlined development processes reduce time from concept to production
Coordinated supply chains ensure timely material availability and delivery
Shared market intelligence improves product positioning and launch timing
Combined distribution networks expand market reach and penetration
Pro tip: Invest time in relationship building. Strong partnerships create long-term value.
Success Metrics
Production lead times decrease through coordinated planning and execution
Quality improvements result from shared expertise and best practices
Cost reductions emerge through process optimization and resource sharing
Market responsiveness increases via improved supply chain coordination
Strategic collaboration transforms business capabilities. It creates sustainable competitive advantages through shared growth and innovation.
Overcoming Challenges and Pitfalls
Manufacturing scale-up presents complex challenges requiring strategic solutions. Proactive management transforms potential obstacles into opportunities for improvement.
Common Production Challenges
Production Delays
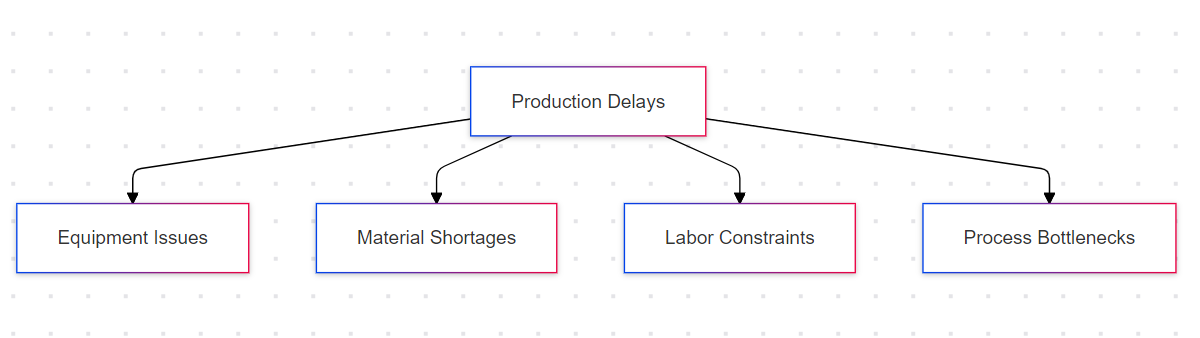
Quality Management Issues
| Challenge Area | Impact | Mitigation Strategy |
| Process Control | Inconsistent output | Automated monitoring |
| Material Quality | Product defects | Supplier certification |
| Worker Training | Assembly errors | Skills development |
| Equipment Precision | Specification deviation | Regular calibration |
Cost Escalation Factors
Raw material price fluctuations significantly impact overall production expenses
Labor cost increases affect operational budgets and profit margins
Equipment maintenance requirements create unexpected financial burdens
Quality control improvements demand additional resource investments
Strategic Solutions
Risk Assessment Framework
Identification Phase:
Systematic analysis reveals potential failure points across production processes
Market condition evaluations highlight external risk factors
Resource availability assessments identify potential constraints
Technology compatibility reviews prevent integration issues
Quality Control Enhancement
Advanced monitoring systems track production parameters in real-time
Statistical process control methods identify quality trends early
Automated inspection technologies improve defect detection accuracy
Employee training programs strengthen quality awareness
Supply Chain Optimization
Multiple supplier relationships ensure consistent material availability
Geographic diversification reduces regional risk exposure
Alternate material specifications provide production flexibility
Inventory management strategies balance cost and availability
Continuous Improvement Implementation
Regular process audits identify optimization opportunities across operations
Employee feedback systems capture frontline improvement suggestions
Performance metrics guide targeted enhancement initiatives
Technology updates maintain competitive manufacturing capabilities
Pro tip: Document all challenges and solutions. This knowledge base supports future problem-solving.
Prevention Strategies
Early Warning Systems
Production monitoring dashboards alert managers to potential issues
Quality metrics tracking identifies emerging problems quickly
Supply chain analytics predict potential disruptions effectively
Cost variance analysis highlights efficiency opportunities
Response Protocols
Clear escalation procedures ensure rapid problem resolution
Cross-functional teams coordinate effective solution implementation
Communication channels maintain stakeholder awareness
Documentation systems capture lessons learned
Effective challenge management creates resilient operations. It builds organizational capability through systematic problem-solving and continuous improvement.
Success Metrics
Production efficiency increases through systematic problem prevention
Quality levels improve via enhanced control systems
Cost management strengthens through strategic planning
Market responsiveness grows via operational flexibility
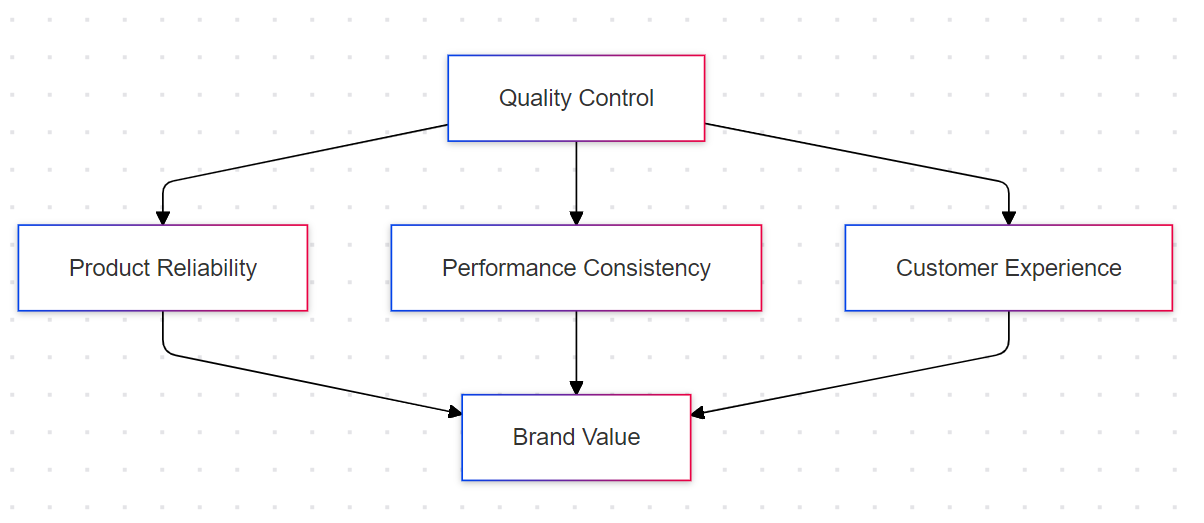
Ensuring Quality and Consistency
Quality excellence drives market success and customer loyalty. Strategic quality management creates sustainable competitive advantages.
Quality Control Impact
Customer Satisfaction Drivers
Brand Reputation Effects
| Quality Factor | Business Impact | Long-term Result |
| Product Excellence | Customer Trust | Market Leadership |
| Consistency | Repeat Business | Revenue Growth |
| Innovation | Market Position | Brand Premium |
| Service Quality | Referrals | Market Share |
Quality Assurance Implementation
Testing Protocols
Functional testing validates product performance against design specifications
Durability assessments confirm product reliability under various usage conditions
Safety certifications ensure compliance with regulatory requirements
Environmental testing verifies product stability across operating conditions
Inspection Framework
Audit Programs
Regular quality system audits ensure compliance with standards
Process audits verify adherence to established procedures
Documentation reviews maintain regulatory compliance
Performance metrics track quality improvement progress
Supplier Quality Management
Material Quality Control
Raw material specifications define clear acceptance criteria
Incoming inspection procedures verify material quality standards
Supplier certification programs ensure consistent quality levels
Material traceability systems support quality investigation processes
Collaborative Quality Initiatives
Joint quality planning establishes shared performance expectations
Regular supplier audits maintain quality standard compliance
Technical consultations address quality improvement opportunities
Performance reviews drive continuous quality enhancement
Pro tip: Invest in prevention rather than detection. Quality built-in costs less than quality checked-in.
Quality Metrics
Key Performance Indicators
First-pass yield rates measure production efficiency
Defect rates track manufacturing quality levels
Customer returns monitor product performance
Cost of quality guides improvement investments
Quality Documentation
Standard operating procedures guide consistent manufacturing processes
Quality control records maintain production history documentation
Corrective action reports track problem resolution effectiveness
Training records ensure workforce quality capability
Quality excellence requires systematic management. It builds customer trust through consistent product performance.
Success Indicators
Product quality levels exceed industry standards consistently
Customer satisfaction scores show continuous improvement
Warranty claims decrease through enhanced quality control
Brand value grows via quality reputation
Milestones in Scaling from Prototype to Production
Strategic scaling requires systematic progression through key development phases. Each milestone builds manufacturing readiness through structured validation.
Phase 1: LLWL Prototype
Key Objectives
Physical prototypes validate both aesthetic appeal and functional performance
Design iterations incorporate feedback from stakeholders and testing results
Engineering specifications undergo refinement based on prototype performance
Manufacturing requirements emerge from prototype building experience
Phase 2: Engineering Verification Test (EVT)
Testing Framework
| Test Type | Purpose | Success Criteria |
| Functional | Performance validation | Meets specifications |
| Durability | Lifecycle testing | Survives stress tests |
| Environmental | Condition resistance | Performs across environments |
| Safety | Risk assessment | Meets safety standards |
Production Parameters
Quantity Range: 20-50 units for comprehensive testing
Manufacturing Method: Low-volume techniques optimize flexibility
Quality Focus: Stringent testing validates engineering specifications
Documentation: Detailed test results support design improvements
Phase 3: Design Verification Test (DVT)
Manufacturing Focus
Production process validation ensures scalability for higher volumes
Assembly optimization streamlines manufacturing efficiency at scale
Component sourcing strategies align with volume production requirements
Quality control systems establish consistent production standards
Verification Areas
Regulatory compliance testing confirms product certification readiness
Usability assessments validate product performance in real conditions
Aesthetic evaluations ensure consistent product appearance standards
Manufacturing efficiency metrics guide process optimization efforts
Production Scale: 100-250 units
Phase 4: Production Verification Test (PVT)
Production Line Validation
Manufacturing equipment performs at specified capacity levels
Process controls maintain consistent product quality standards
Worker training programs ensure efficient production operations
Quality assurance systems verify product conformance requirements
Logistics Integration
Packaging designs protect products during storage and shipping
Material handling systems support efficient production flow
Inventory management processes optimize stock levels effectively
Distribution networks ensure reliable product delivery capabilities
Pro tip: Document learning from each phase. Knowledge transfer supports successful scaling.
Production Parameters
Volume: 500-1000 units
Focus: Full-scale production readiness
Quality: Production-level standards
Timeline: Final pre-launch validation
Success Metrics
Production efficiency meets target cost parameters
Quality levels achieve consistent standards
Scaling capacity demonstrates readiness
Documentation supports regulatory compliance
Full-Scale Production
Mass manufacturing success demands systematic scaling and rigorous quality management. Strategic production ramp-up ensures sustainable manufacturing excellence.
Production Volume Management
Scaling Strategy
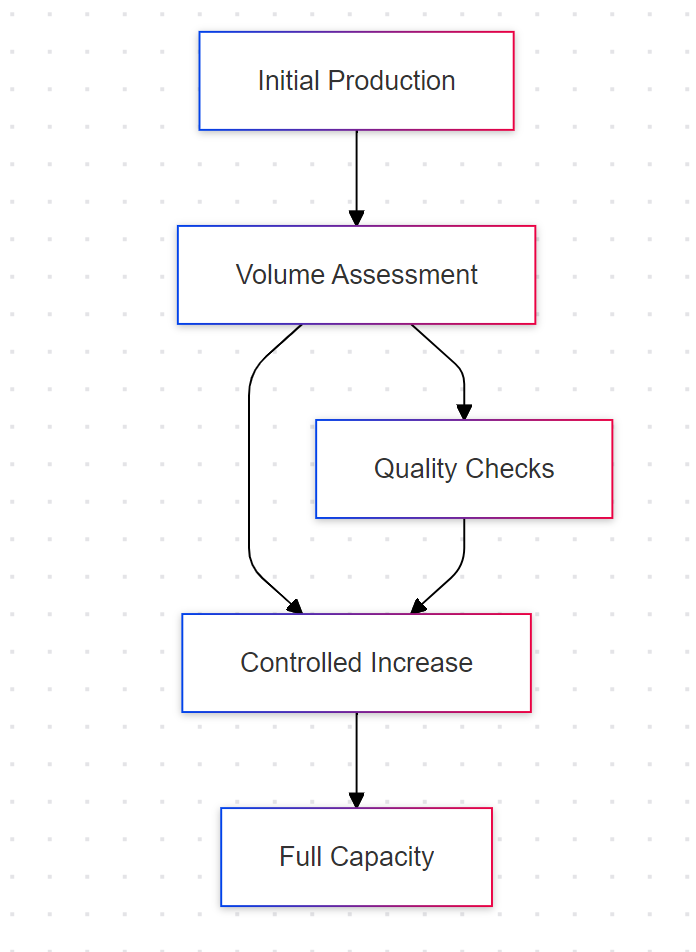
Production Ramp-Up Phases
| Phase | Production Level | Focus Areas |
| Initial | 25% capacity | Process validation |
| Intermediate | 50% capacity | Efficiency optimization |
| Advanced | 75% capacity | Quality consistency |
| Full | 100% capacity | Sustainable output |
Quality Management Systems
Monitoring Protocols
Real-time production metrics track manufacturing performance against established benchmarks
Statistical process control identifies quality trends across production runs
Equipment performance monitoring ensures consistent manufacturing precision levels
Material usage tracking optimizes inventory management and quality control
Quality Verification
Inspection Points:
Incoming materials undergo rigorous testing for specification compliance
In-process checks verify manufacturing quality at critical stages
Final product inspections ensure complete quality standard adherence
Packaging validation confirms product protection requirements
Production Control Measures
Process Management
Automated control systems maintain precise manufacturing parameters
Production scheduling optimizes resource utilization and efficiency
Inventory management ensures consistent material availability
Maintenance programs prevent equipment-related quality issues
Quality Assurance
Regular quality audits verify compliance with manufacturing standards
Employee training programs reinforce quality consciousness and skills
Documentation systems maintain complete production quality records
Continuous improvement initiatives drive quality enhancement efforts
Pro tip: Build quality into processes rather than inspecting it into products.
Performance Metrics
Key Indicators
Production yield rates measure manufacturing efficiency levels
Defect rates track quality performance across production
Cycle times monitor manufacturing process efficiency
Cost metrics evaluate production economics
Success Factors
Consistent product quality meets market expectations effectively
Production efficiency achieves target cost parameters
Manufacturing flexibility responds to demand variations
Quality systems maintain regulatory compliance requirements
Successful full-scale production requires balanced management. It optimizes output while maintaining quality excellence.
Continuous Monitoring
Production dashboards provide real-time performance visibility
Quality metrics guide improvement initiatives
Cost analysis drives efficiency optimization
Customer feedback shapes quality enhancements
This systematic approach ensures manufacturing success. It builds sustainable production excellence through controlled scaling.
Critical Considerations for Scaling to Mass Production
Successful mass production requires integrated quality systems and efficient resource management. Strategic planning ensures sustainable manufacturing excellence.
Enhanced Quality Control Systems
Automated Quality Management
Advanced Monitoring Solutions
| Technology | Application | Benefits |
| Vision Systems | Defect Detection | Real-time quality verification |
| IoT Sensors | Process Monitoring | Continuous parameter control |
| AI Analytics | Trend Analysis | Predictive quality management |
| Automated Testing | Performance Verification | Consistent quality standards |
Supply Chain Optimization
Resilience Strategies
Multiple supplier relationships establish robust material sourcing networks
Regional diversity in supply sources minimizes geographic risk exposure
Buffer inventory management protects against supply chain disruptions
Alternative material specifications provide manufacturing flexibility
Supply Chain Management
Material Planning:
Demand forecasting drives accurate material requirement calculations
Just-in-time delivery systems optimize inventory management efficiency
Supplier performance monitoring ensures reliable material availability
Quality certification programs maintain material standards compliance
Cost Control Implementation
Lean Manufacturing Principles
Value stream mapping identifies process optimization opportunities
Waste elimination programs reduce operational costs effectively
Standardized work procedures enhance production efficiency
Continuous improvement culture drives ongoing cost optimization
Workforce Development
Comprehensive training programs ensure optimal operator performance levels
Cross-training initiatives build flexible workforce capabilities
Skill certification systems maintain production quality standards
Performance monitoring guides targeted improvement efforts
Pro tip: Invest in automation where ROI justifies the capital expenditure.
Efficiency Optimization
Process Management
Production scheduling maximizes equipment utilization efficiency
Maintenance programs prevent costly production disruptions
Quality systems reduce expensive rework requirements
Inventory control minimizes carrying costs effectively
Cost Monitoring
Real-time cost tracking systems identify efficiency improvement opportunities
Performance metrics guide resource allocation decisions effectively
Waste reduction initiatives lower operational expenses significantly
Quality improvement programs reduce defect-related costs
Success Metrics
Production efficiency meets target cost parameters
Quality levels achieve consistent standards
Supply chain reliability supports production needs
Training effectiveness improves operational performance
Strategic scaling requires balanced management attention. It optimizes quality, cost, and efficiency simultaneously.
Implementation Timeline
Quality systems deployment follows structured rollout plans
Supply chain development builds strategic partnerships
Cost control measures implement systematic improvements
Training programs support operational excellence goals

Planning for Continuous Improvement
In the fast-paced world of manufacturing, continuous improvement is essential to maintaining competitive advantage. Companies must embrace innovation and gather ongoing feedback to enhance both processes and products. Strategic planning for continuous improvement ensures that manufacturers stay efficient, agile, and responsive to market demands.
Embracing Innovation
Incorporating new technologies is key to driving improvement. Industry 4.0 technologies offer advanced solutions for optimizing manufacturing operations:
Incorporating Industry 4.0 Technologies: Technologies such as IoT (Internet of Things), AI (Artificial Intelligence), and data analytics help manufacturers make smarter decisions. These technologies allow for automation and advanced data processing to streamline production and minimize human error.
Real-Time Monitoring for Operational Efficiency: With real-time data monitoring, manufacturers can quickly identify inefficiencies in production processes. Monitoring enables teams to address issues immediately, ensuring smooth operations and optimal output.
Continuous Feedback and Iteration
A key element of continuous improvement is actively seeking feedback and making iterative adjustments based on that feedback:
Conclusion
Transitioning from prototype to full-scale production involves several critical steps. These include evaluating product design, refining manufacturing processes, and conducting thorough testing. Strategic planning, like setting realistic timelines and budgets, ensures smooth scaling. Collaboration with suppliers and partners is essential to maintain efficiency and avoid bottlenecks. Continuous improvement through feedback and adopting new technologies helps sustain growth and quality. Success in production scaling requires a focus on planning, teamwork, and constant optimization, ensuring products meet market demands while maintaining cost-effectiveness and quality.
Reference Sources
Prototype
Manufacturing
Research
Top China CNC Machining Service
Low Volume Manufacturing Services

























